 Home
Home Tools
Tools 3D parts tool
3D parts tool- Featured
 Firmware updatev1.2
Firmware updatev1.2 Flight log uploadv1.1
Flight log uploadv1.1 Online USB Portalv1.0
Online USB Portalv1.0 Online USB WiFi configuratorv1.1
Online USB WiFi configuratorv1.1- All tools
 3D parts toolv1.0
3D parts toolv1.0 Air hole calculatorv1.0
Air hole calculatorv1.0 Altimeter Cloud APIv1.0
Altimeter Cloud APIv1.0 Altitude Predictorv1.0
Altitude Predictorv1.0 Body Tube Strength Calculatorv1.0
Body Tube Strength Calculatorv1.0 Descent calculatorv1.0
Descent calculatorv1.0 Ejection Charge Calculatorv1.0
Ejection Charge Calculatorv1.0 ESP web programmerv1.0
ESP web programmerv1.0 Fin Flutter Speed Calculatorv1.0
Fin Flutter Speed Calculatorv1.0- Firmware updatev1.2
- Flight log uploadv1.1
 Flight log verificationv1.1
Flight log verificationv1.1 Laser Cut Parts Designerv1.0
Laser Cut Parts Designerv1.0- Online USB Portalv1.0
- Online USB WiFi configuratorv1.1
 Rail Exit Velocity Calculatorv1.0
Rail Exit Velocity Calculatorv1.0 Recovery Drift Calculatorv1.0
Recovery Drift Calculatorv1.0 Visibility & Tracking Calculatorv1.0
Visibility & Tracking Calculatorv1.0
3D Rocket Parts Designer
Create custom nose cones with ogive, Von Kármán, elliptical and conical profiles, threaded motor retainers, aerodynamic rail buttons, boat tails, tube transitions and fin slot cutting guides. All parts are fully parametric — adjust dimensions, wall thickness, shoulder fit and thread settings, then export as STL files ready for your 3D printer slicer. Supports both metric and imperial units.
 Nose Cone
Nose Cone
 Retainer
Retainer
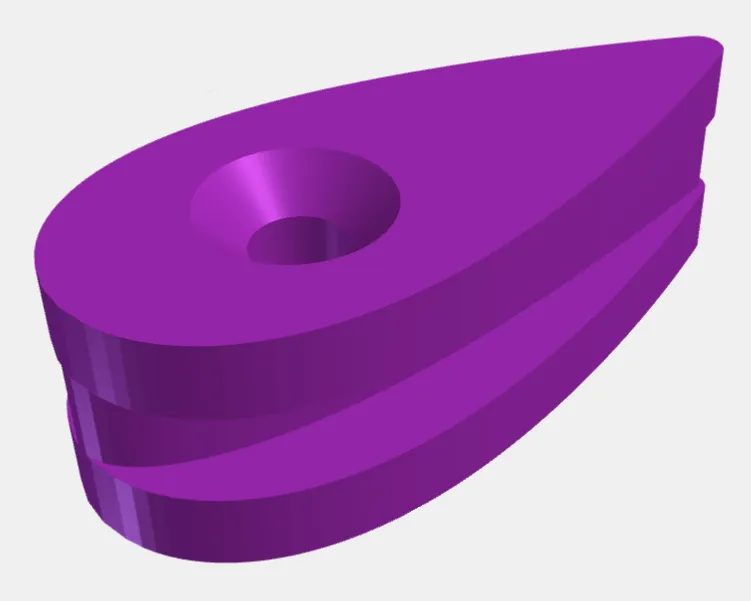
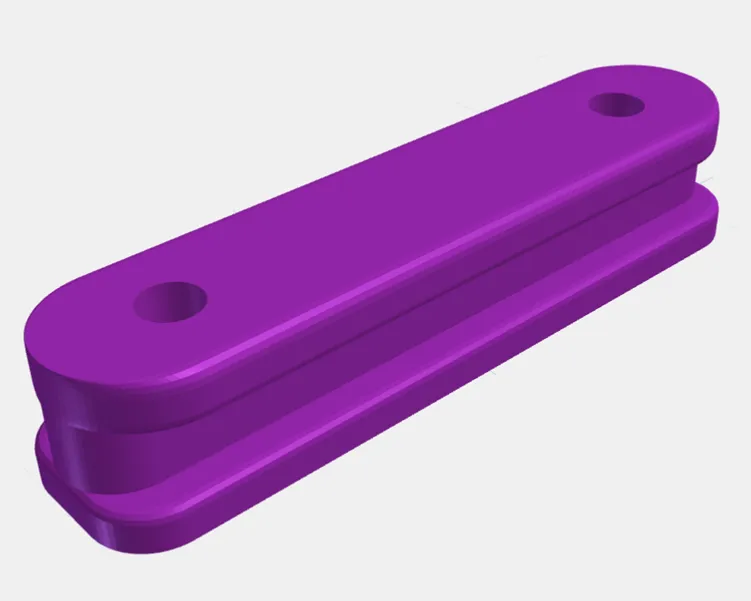
 Rail Button
Rail Button
 Boat Tail
Boat Tail
 Transition
Transition
 Coupler
Coupler
 Slot Cutter
Slot Cutter
▲ Nose Cone
 Ogive
Ogive
 Conical
Conical
 Elliptical
Elliptical
 Hemisphere
Hemisphere
 Parabolic
Parabolic
 Von Karman
Von Karman
 Power
Power
 Egg Lofter
Egg Lofter









Free 3D printable model rocket parts with STL export
This designer is a free, browser-based tool for generating custom model rocket components ready to 3D print. Every part is fully parametric, set the diameter, length, wall thickness and shape parameters, see the result update in the 3D preview instantly, and download a watertight STL file that slices cleanly in PrusaSlicer, Cura, Bambu Studio, OrcaSlicer or any other modern slicer. Nothing installs, no account is required to design, and the built-in tube database covers common airframe sizes from BMS, Estes, LOC, Madcow and Apogee so you can pick a stock tube and the dimensions auto-fill.
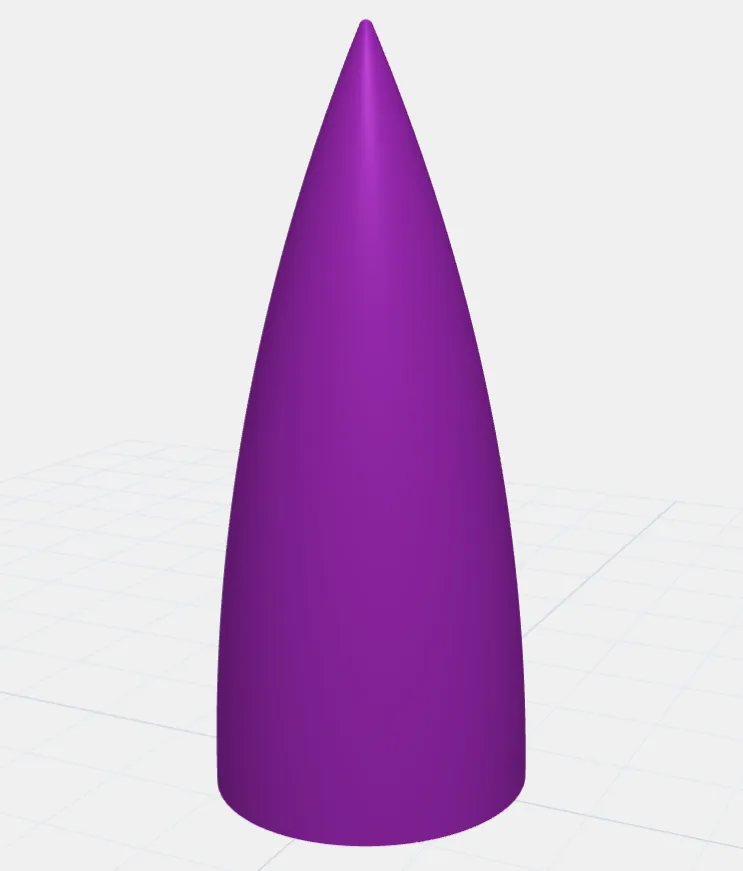
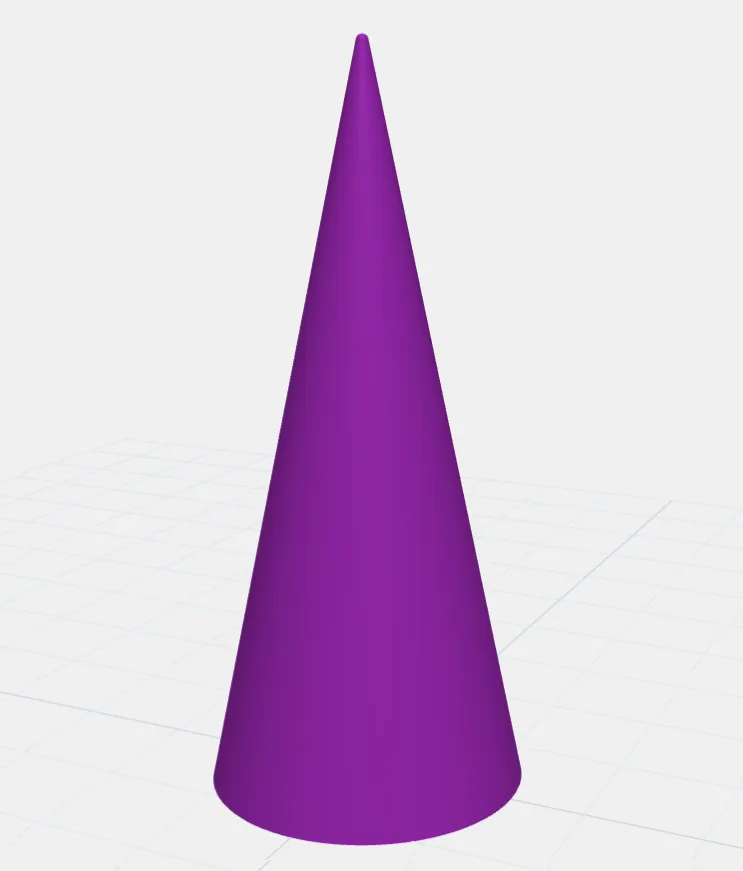
Nose cones
Generate aerodynamic nose cones in six profiles: ogive (tangent), Von Kármán (LD-Haack), elliptical, conical, hemisphere and egg-lofter. Each profile takes a body tube OD, length, wall thickness for hollow printing, and a shoulder that slides inside your tube with adjustable fit tolerance. Optional features include a threaded metal tip boss for CNC turning, a separate base mount with cross-bar or eye-bolt anchor for recovery harnesses, tool holes on a PCD for balancing and mounting, and side-booster conformal cutouts for clustered designs. For high-power flights where lip strength matters, the lip thickness parameter lets you reinforce the shoulder-to-cone transition. Typical uses include low and mid power model rockets, HPR (high power rocketry), experimental builds, and replacements for discontinued commercial nose cones.
Body tube couplers
Couplers join two sections of airframe body tube end to end. The coupler slides inside both tubes and is typically epoxied in place. This tool generates couplers with an optional central stop ring at tube OD (so the coupler sits symmetrically and the outside seam stays flush), optional bulkhead at either end with a central hole for shock cord, eye bolt or e-bay wiring, optional pressure-equalising vent holes around the stop band (essential for altimeter bays so barometric sensors read accurately), and optional glue ribs on the insertion ends that key epoxy into grooves for a much stronger bond than a smooth coupler. Fit tolerance is applied to the coupler body only, the stop ring stays at exact tube OD to maintain the flush exterior. For high-load flights we recommend PETG, PC, Nylon or ASA over PLA; commercial fibreglass or phenolic couplers remain the preferred choice for heavy high-power rockets.
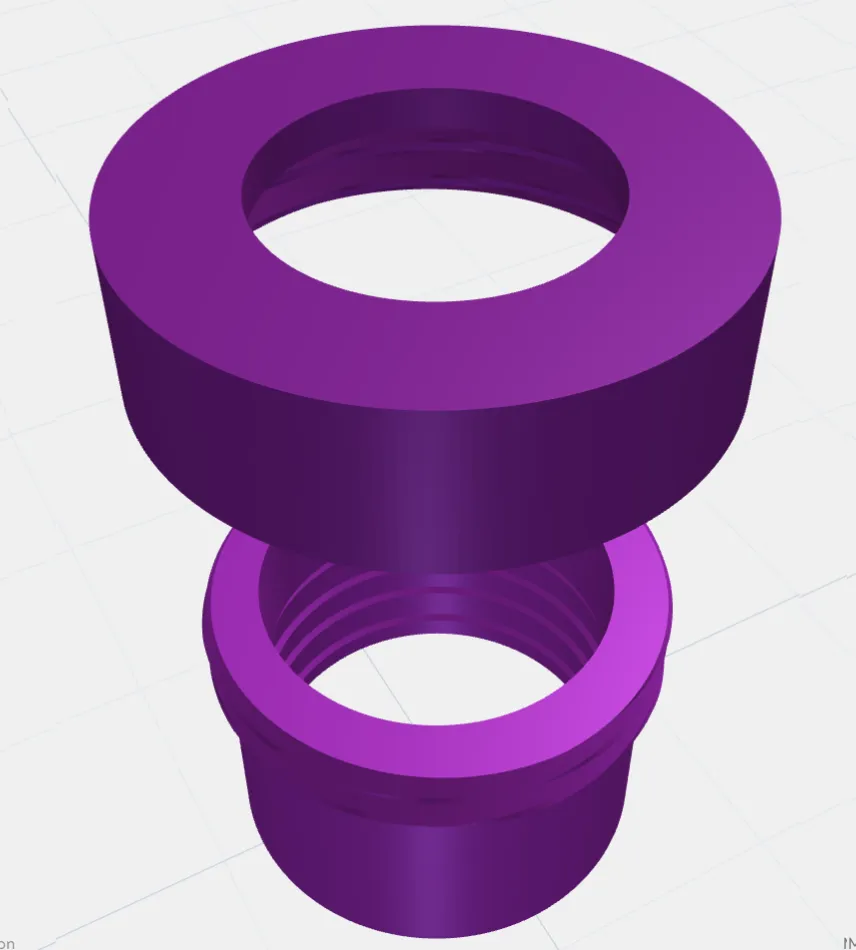
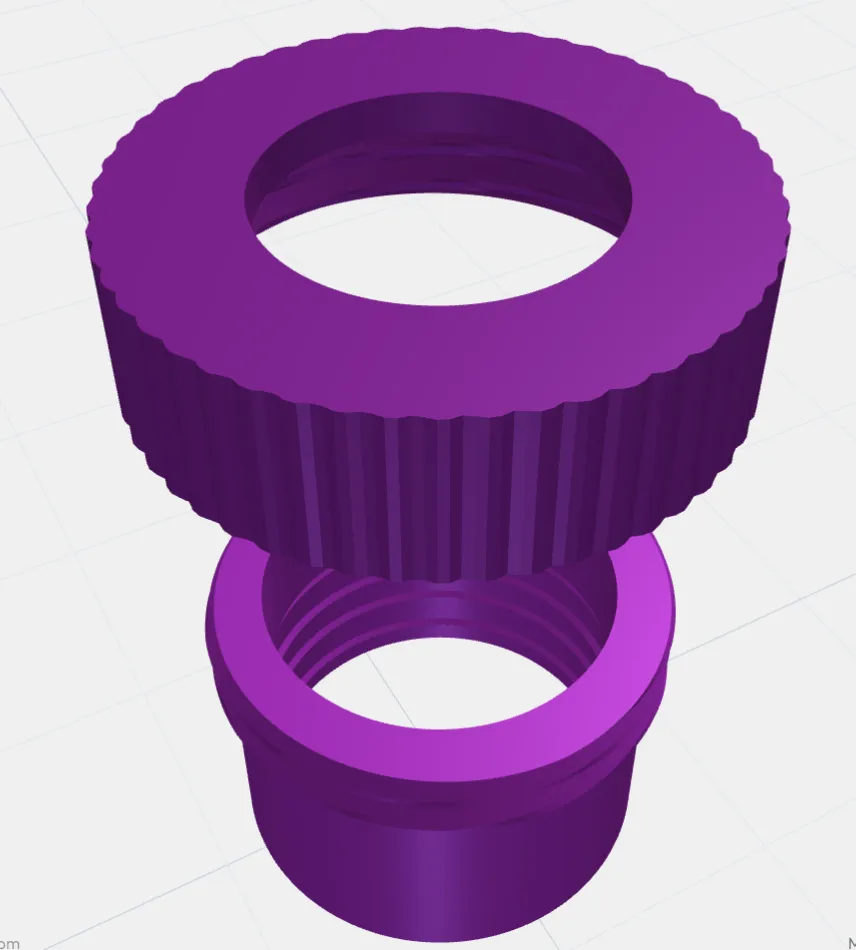
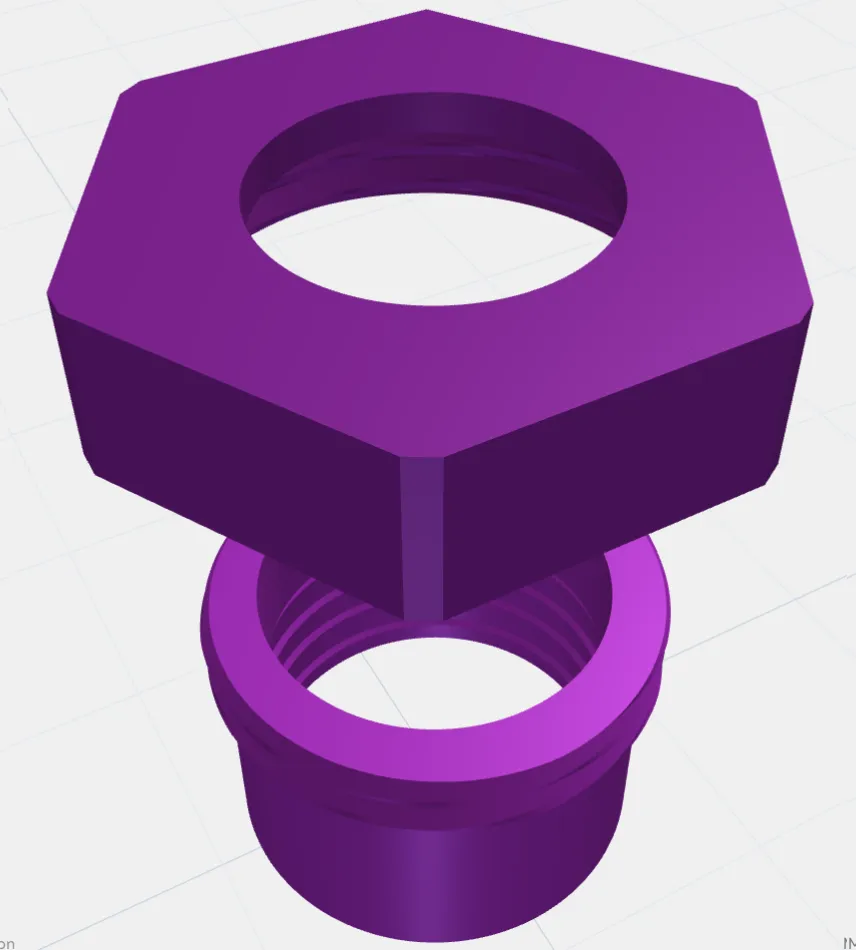
Motor retainers
Threaded two-piece motor retainers keep your motor in place during thrust and ejection. The base ring glues over your motor mount tube with optional internal glue slots, and the threaded cap screws on to retain the motor. Cap grip texture options (smooth, ridged, hex) make hand tightening easier with fingers or a tool. Thread pitch and depth are both parameterised so you can match commercial retainers or design to match the printer resolution you're working with, FDM generally needs coarser threads than SLA/resin. Both pieces export as separate STLs for easier slicer placement.
Rail buttons
Three rail button styles are supported: standard round (1010 or 1515 rail compatible), aerodynamic tear-drop (reduces drag at higher velocities), and linear-slide bar style (gives a long bearing surface at launch for heavy rockets). Each comes with a base plate that can be flat or conform to the airframe curve, bolt-hole options for single or paired mounting, and a flange profile tuned to each rail channel shape. Linear slides can be generated with additional hole patterns and a matching base width for even load distribution.
Boat tails and transitions
Boat tails reduce aft diameter for lower base drag. Profiles available: conical, ogive, elliptical. Shoulder fits inside the body tube with adjustable tolerance, and wall thickness controls hollow vs solid printing. Transitions join tubes of different diameters; both upper and lower shoulders are shouldered to fit inside their respective tubes, and optional glue ribs strengthen both joints. Transitions can be a flight-critical structural member, if you're flying high or heavy, fibreglass alternatives are worth considering; when 3D printing, tough materials and thick walls are strongly recommended.
Fin slot cutting guides
The fin guide is a non-flight tool: it slides over your body tube, clamps in place via a tapered threaded collet and nut, and has precisely positioned slots you cut through with a craft knife. This gives accurately aligned fin slots every time without the marking-and-hoping approach. The tool is reusable across identical airframe diameters and prints as two parts (guide + nut).
Print settings and materials
For flight parts on low power or lightweight rockets, PLA is usually adequate with 3+ walls and 25-40% infill. For mid power, high power, or structural parts (couplers, transitions, motor retainers), prefer PETG, PC, Nylon, ASA or similar tough materials with 4+ walls and higher infill (50-100%). Resin printers can give excellent surface finish on nose cones but consider the brittleness of cured resin under flight loads. Always check the regulations of your national rocketry body (e.g. TRA, NAR, UKRA) and the rules at your launch site before flying 3D printed parts.
File format and slicer compatibility
All parts export as STL, the universal 3D printing mesh format. The exported mesh is watertight with outward-facing normals, so it loads cleanly in every major slicer without repair. The tool runs entirely in your browser (WebGL), nothing is uploaded, your designs are saved locally and optionally to your account. Metric dimensions are used throughout (mm).
Frequently asked questions
Can I use 3D printed parts for flight? Yes, widely used in model rocketry. For non-structural parts (nose cones, fin guides) almost any 3D printed material works. For structural parts (couplers, transitions, retainers), tough materials with thick walls are recommended. Always verify with your rocketry body's rules and your launch site.
Why are vent holes on couplers useful? They equalise internal air pressure between coupled sections. Altimeter e-bays need ventilation so the barometer can sense outside air pressure accurately and detect apogee correctly.
What slicer should I use? PrusaSlicer, Bambu Studio, OrcaSlicer, Cura and Lychee (resin) all accept STL directly. For FDM structural parts, print walls and infill matter more than speed.
Are my designs saved? Yes, locally in your browser, and if you're signed in, to your account where you can load them from any device.